
Ako zvoliť proces prevencie úniku filtra?
2024-09-27
Ako sme už spomenuli, existujú 3 procesy, ktorým sa treba vyhnúťfiltračný vreckoúnik. Ošetrenie taveniny horúcej taveniny je najlepšou metódou, s nízkymi nákladmi a dobrým účinkom na prevenciu úniku. Ak nie je možné použiť proces taveniny horúcej taveniny, ako by sme si mali zvoliť zostávajúce dva procesy? Ako príklad, ktorý vezme príklad spaliny uhoľných elektrární, nasledujúce hodnotí proces potiahnutia a procesu pásky PTFE z dvoch aspektov tepelného odporu a odolnosti proti korózii kyseliny, čím poskytuje odkaz na výber opatrení na prevenciu úniku filtra.
1 PTFE TAPE ZODPOVEDNOSŤ
Teplota spalín elektrární spaľovaných uhlia je zvyčajne nad 100 ° C av niektorých špeciálnych pracovných podmienkach môže dosiahnuť 170 ° C a okamžitá prevádzková teplota môže dokonca dosiahnuť nad 200 ° C. Filtračné vrecká používané v tepelných elektrárňach musia byť schopné pracovať v prostredí s vysokou teplotou. Aby sa simulovalo vysokoteplotné prostredie skutočných pracovných podmienok, testovacie vzorky so špecifikáciou 5 x 5 cm boli umiestnené do vysokej teploty a ich zmeny vzhľadu sa pozorovali po tepelnom spracovaní pri 200 ° C počas 24 hodín. Ako je znázornené na obrázku 2.1, z porovnania vzoriek ošetrených pomocou lepidla a procesu pásky PTFE pred a po ošetrení s vysokou teplotou je zrejmé, že farba vzhľadu vzorky potiahnutého lepidlom mierne zmenila svetlo žltú, ale tmel bol pevne spojený s substrátom filtračného materiálu; Zatiaľ čo páska PTFE výrazne zmenšila a z okraja pásky PTFE vytekali zjavné tmavo žlté látky. Preto je možné vysvetliť, že fúzia pásky PTFE a švu nie je založená na tepelnej fúzii PTFE a substrátu, ale na priľnavosti lepidla a tento typ lepidla nie je vhodný pre vysokoteplotné prostredie.
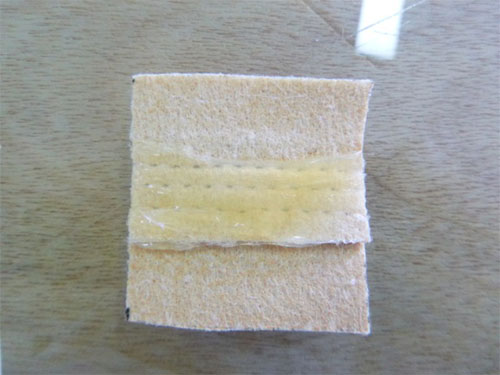
Obrázok 1 Vzorka po ošetrení s vysokou teplotou (horný obrázok zobrazuje potiahnutý lepidlom a nižší obrázok zobrazuje pásku PTFE)
2 rezistencia na koróziu kyseliny
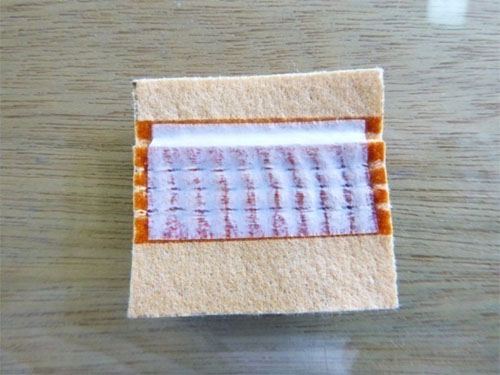
Síra sa vyrába, keď sa spaľuje uhlie, a potom sa kyselina sírová so silnými korozívnymi vlastnosťami vytvorí po oxidácii a kontakte s vodou, ktorá bude mať určitý vplyv na tmel a pásky PTFE použitá na utesnenie dinholov. Aby sa simulovalo kyslé korozívne prostredie za skutočných pracovných podmienok, vzorka so špecifikáciou 5 x 5 cm sa umiestnila do 35% roztoku kyseliny sírovej a pozorovala sa pri významných zmenách po 24 hodinách ponorenia. Ako je znázornené na obrázku 2.3, vzorka ošetrená lepidlom nemá zjavnú zmenu farby po kontakte s roztokom kyseliny sírovej a koloid je mierne lepkavý, ale tmel môže byť pevne prilepený na substrát filtračného materiálu; Vzorka ošetrená páskou PTFE je oddelená po kontakte s roztokom kyseliny sírovej a je takmer oddelená od substrátu filtračného materiálu. Dôvodom môže byť skutočnosť, že lepidlo pásky PTFE nie je odolné voči korózii kyseliny, čo vedie k odlupovaniu pásky PTFE. Preto je vhodnejšie používať proces lepidla v inžinierskych aplikáciách, kde sú pásky PTFE náchylné na odlupovanie v silných kyslých korozívnych prostrediach, čo vedie k riziku zlyhania pinúrov a úniku prachu.


Obrázok 2 Vzorky po ošetrení kyseliny sírovej (horný obrázok zobrazuje potiahnutý lepidlom a nižší obrázok zobrazuje pásky PTFE)
Záverom možno povedať, že experimentálne porovnania ukazujú, že rezistencia tepla a kyseliny procesu lepidla je lepšia ako proces pásky PTFE.
3. Typická analýza prípadov
Po roku používania mal filtračný taška zákazníka s páskou PTFE veľa problémov.
Všimli sme si, žefiltračný vreckoMal som niekoľko ptfe pásky a vonkajšie vylučovanie. To bolo na dierke, hlave vrecka, telese tašky a spodnej časti vaku. Obrázok 3.1 zobrazuje vydutie pásky PTFE v tele vrecka. Páska sa vyduje, padá a ponecháva vo vnútri veľa prachu. Keď sme sa na to pozreli pod mikroskopom, videli sme, že prach sa rozšíril na okraj dierky a dostal sa do miestnej dierky.


Obrázok 3.1 PTFE TUPE PULLING V časti Vrecka filtra (horný obrázok je celkový obraz efektu, spodný obrázok je čiastočne zväčšeným mikroskopom)
4 Záver
Filtračný vrecko ako jadrová zložka filtra vrecka,filtračný vreckoŠiť v dierke sa môže javiť ako únik prachu, aby sa znížilo riziko úniku prachu spôsobené nadmernými emisiami, musí byť pochopené zo zdroja výroby úniku filtra, aby sa splnilo požiadavky použitia preferovaného procesu preferovaného vrecka vrecka, ak nie je možné používať proces meltovania horúcich vrecka, môžete si zvoliť použitie adhezívneho procesu coatingu a procesu pásky PTFE. Experimentálne výsledky ukazujú, že proces adhezívneho poťahovania má lepšiu tepelnú odolnosť a odolnosť proti korózii kyseliny ako proces pásky PTFE. Okrem toho existuje riziko, že sa páska PTFE odlupuje a prenikne prach cez dierky v praktických aplikáciách pásky PTFE. Preto, ak nie je možné používať proces taveniny horúcej taveniny, musíte si vybrať spoľahlivý a silný proces prilepenia, výber procesu pásky PTFE musí byť opatrný.



X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy